
|
|
|
|
|
|
|
|
|
| |
Wo bitte geht´s zur Mitte? |
01.07.2007 |
Moin Moin Zusammen,
ich brauche noch einen
Mittenfinder für meine Kleinfräse. Mit Uhr und auch mit Feintaster
kleinster Bauform komme ich da aber nicht mehr zurecht, das baut Alles
zu hoch, egal wie man diese Meßsysteme auch einsetzt.
Letztlich kam ich zu folgendem Entwurf für einen Versuchaufbau:
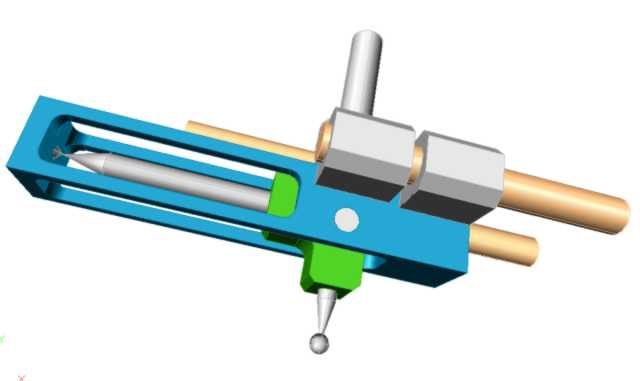
welcher unweigerlich zu einer Ansammlung der folgenden Kleinteile führte:

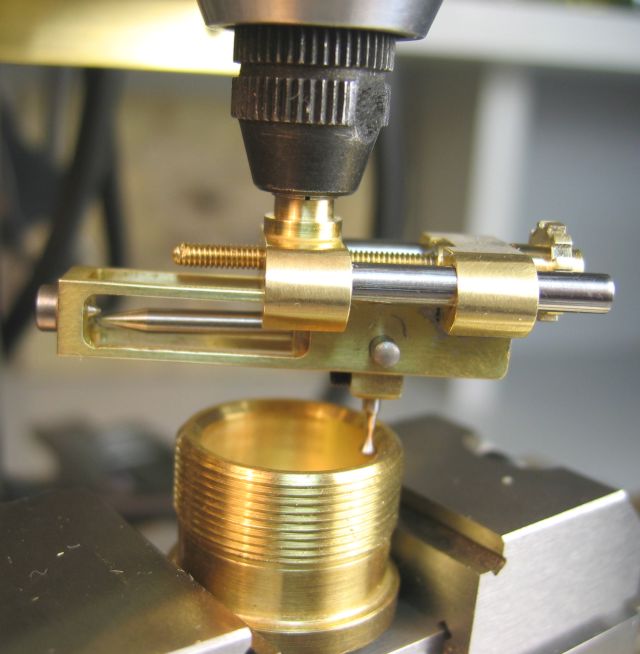
In Lauerstellung überm zu findenden Loch, hier habe ich noch den Messingzeiger gegen eine Stahlwelle getauscht:
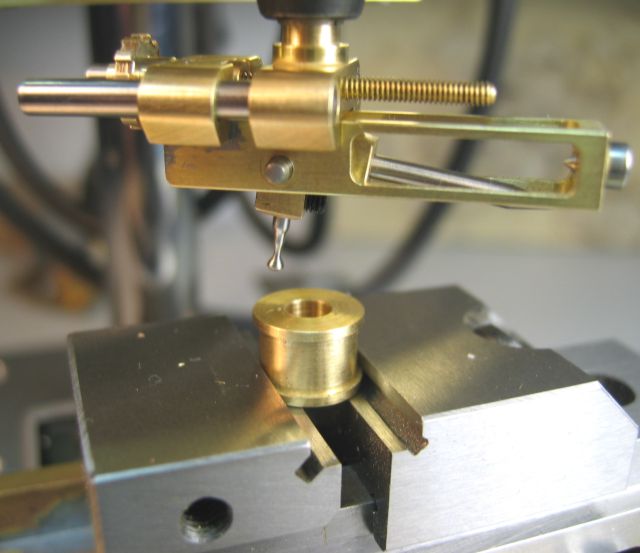
Zum Dimensionsgefühl: die Gewindespindel ist M2 und der Tastarm ist aus einem 1.5er HSS Bohrer geschliffen.
Im Lagergehäuse sitzt von vorne unterhalb der Drehachse eine M2
Stiftschraube (hier nicht zu sehen) welche die unbelastete
Hebelstellung in dieser Position begrenzt. Die Druckfeder (aus einem
Einwegfeuerzeug) sitzt in eine Sackbohrung des Hebels oberhalb der
Achse. Alles ganz schön eng im Detail, da laufen manche Bohrungen mal
gerade so mit 0.2 mm Restwandstärken aneinander vorbei, aber irgendwie
gehts ja nicht anders und auch nur mit den verfügbarem Rohmaterialien.
Wenn Alles dann im Einsatz ist und hoffentlich das Zentrum auch
gefunden wurde sollte beim Drehen der Frässpindel um 360 grd der Zeiger
still stehen.
Das bedeutet nicht er muss zwingend auf seine Gegenspitze zeigen,
bloß habe ich nur dort den echten visuellen Vergleich ohne
Parallaxenfehler. In der Praxis geht das dann so: nachdem ich mich
zuerst grob in der Bohrung vorausgerichtet habe stelle ich mit der
Verschiebespindel auf Zeigermitte und richte unter Drehungen mit dem
Koordinatentisch nach, dann wieder mit der Spindel auf Mitte
Zeigerspitze nachrichten und wieder den Frästisch zustellen.......so
schachtelt man sich sukzessive in Annäherungen ein.
Das klingt langwierig, ist es aber nicht. Mit ein wenig Übung hatte ich schnell raus wo ich hinstellen muss, geht echt fix.
Zur Genauigkeit: da die Baugröße nun mal eingeschränkt ist, ist
auch die Länge des Zeigers begrenzt. So einigermaßen praktikabel ist
das jetzt ein Verhältnis von 1:3 geworden, mehr ging leider schlecht.
An den Spitzen kann ich einen Stellungsunterschied von 0.1mm mit dem
Auge noch gut erkennen, das bedeutet realistisch eine Abtastung von
0.05mm sollte mind. möglich sein. Genauer wäre natürlich wünschenswert.
Aber so richtig empfindlicher würde das nur bei einem deutlich längerem
Zeiger (zB 1:10). Dann würde aber bei beibehaltener Bauhöhe der beim
Einschachteln zur Verfügung stehende Weg (möglicher Schwenkwinkel am
Zeiger/Taster) auch sehr klein was schnell in der Mechanik zu
Kollisionen bei einer Unachtsamkeit führen kann!
Beim Ausmitteln einer größeren Bohrung wird mit der Verstellspindel
Alles weiter nach Außen gefahren, mit dem Aufbau kann ich jetzt bis ca.
18mm Durchmesser abtasten.
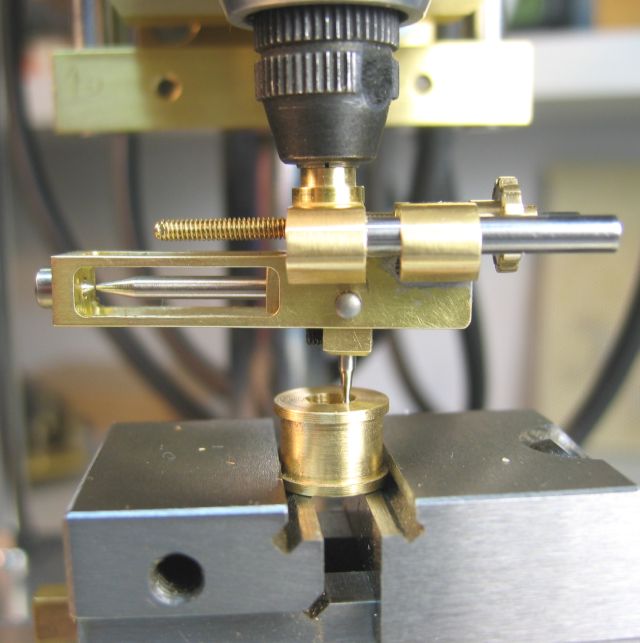
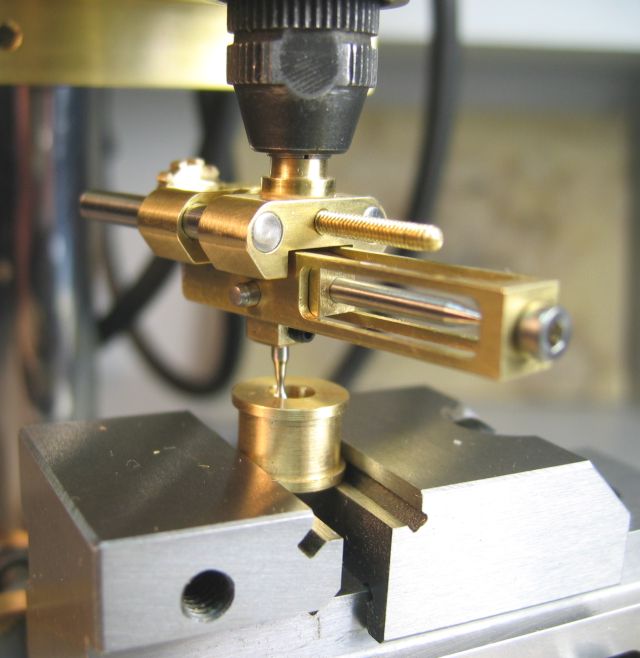
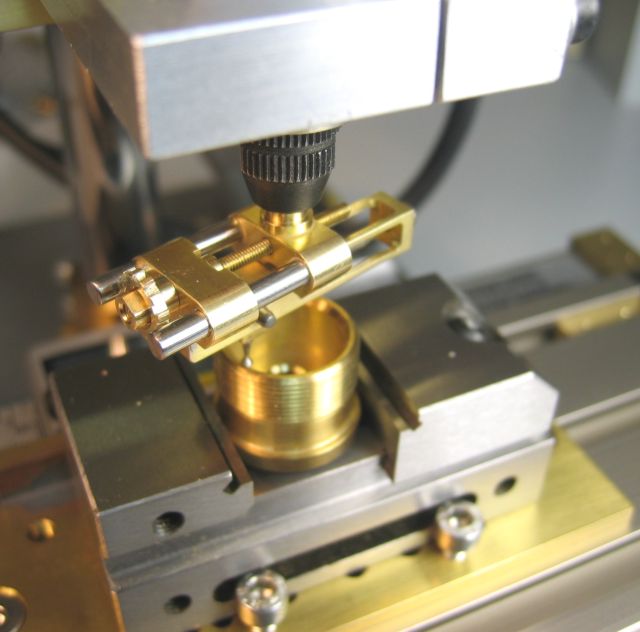
In dieser Totalen erkannt man noch mal warum das Alles nicht sehr
viel größer sein sollte, mein Ziel war in jeder Hubstellung des
Z-Schlittens der Fräse vollständige 360grd Drehungen durchführen zu
können, sonst nutzt das ja Alles nix.
So, nun werde ich mal überlegen ob man das Teil noch etwas optimieren sollte/könnte.
Für Ideen bin ich natürlich immer dankbar,
es grüßt Euer Achim
|
|
| |