|
|
|
| |
Mini-Maschinen brauchen Mini-Werkzeuge |
02.02.2008 |
Moin Moin alle Zusammen,
da meine beiden Frässpindeln nun prima laufen muss ich den Werkzeugfundus jetzt natürlich noch ein
wenig aufstocken.
Die Schnittstelle Spindel zu Werkzeug ist mit den PROXXON
Spannzangen bis 3.2mm stabil und genau, die schnelllaufende Spindel
werde ich also so belassen. Für größere Werkzeuge und weniger Speed
habe ich mir die zweite Spindel mit der Bohrfutteraufnahme für das
kleine RÖHM ausgerüstet. Das läuft auch rund und für Bohrzwecke absolut
ausreichend, bedingt durch die lange Gesamtbauform sind die Hebelarme
aber recht ungünstig für Schlagzähne, Sägeblätter, Ausdrehwerkzeuge
etc., der Abstand Spindellager zu angreifender Kraft wird einfach zu
groß für die 8mm Stahlwelle.
Da es in der Dimension eh so gut wie keine käuflichen Produkte
gibt habe ich mir überlegt eine eigene Schnittstelle für diese
speziellen Fräswerkzeuge zu schaffen.
Die Spindelwelle ist oben an der Zahnriemenscheibe nur geschlitzt
geklemmt, so kann man diese ja flott austauschen. Nun gibt’s eine
zweite Welle bei welcher der untere Wellenstumpf einfach 16mm blank aus
der Lagerung heraussteht, die Welle stützt sich nur mit einem kleinen
3mm breiten, aufgeklebten Ring am unteren Lager ab. Auf diesen freien
Wellenstumpf klemme ich alle Sonderwerkzeuge auch per Druckring und
vierfach geschlitzter Wellenaufnahme.
Die 8mm Bohrungen werden auf „Saugpassung“ ausgespindelt, so läuft
das Werkzeug mit minimalstem Schlag und die Klemmung ist absolut
stabil, dabei ist das auch noch gut und zügig zu fertigen. Auf diese
Weise wird die Bauform der Werkzeugaufnahme (wenn gewünscht) stark
verkürzt und die Schäfte können dem jeweiligen Bedarf gerecht
dimensioniert werden.
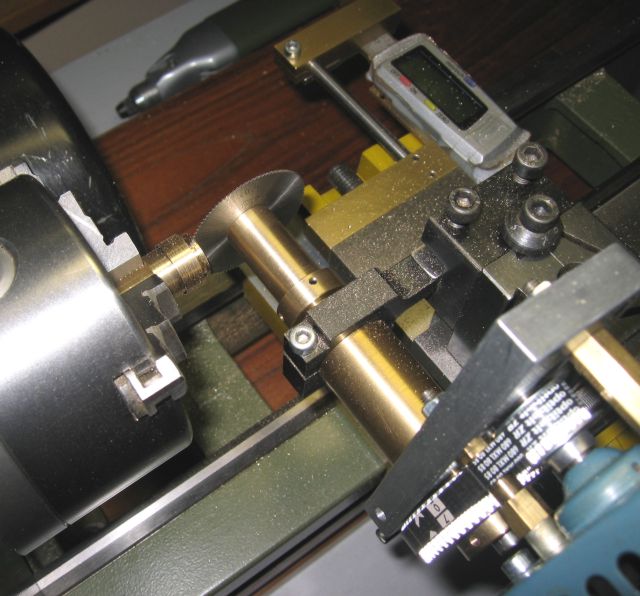
Hier einige Bilder der Fertigung. Um die Schlitzung auszuführen
habe ich hier noch den für Testzwecke gebauten Sägeblatthalter im
Bohrfutter verwendet, die neue Aufnahme entsteht ja gerade erst. Um
sicher zu gehen, dass Sägen überhaupt mit dem kleinen Gerät sinnvoll
geht hatte ich erst einmal ein 32mm DREMEL-Blatt (bitte nich lachen,
ist so ein Ding welches wie aus Federblech ausgestanzt aussieht ) aus
dem Baumarkt besorgt, nun, das ging! Also bestellte ich richtige HSS
Blätter, dafür dann hier die neue Aufnahme.
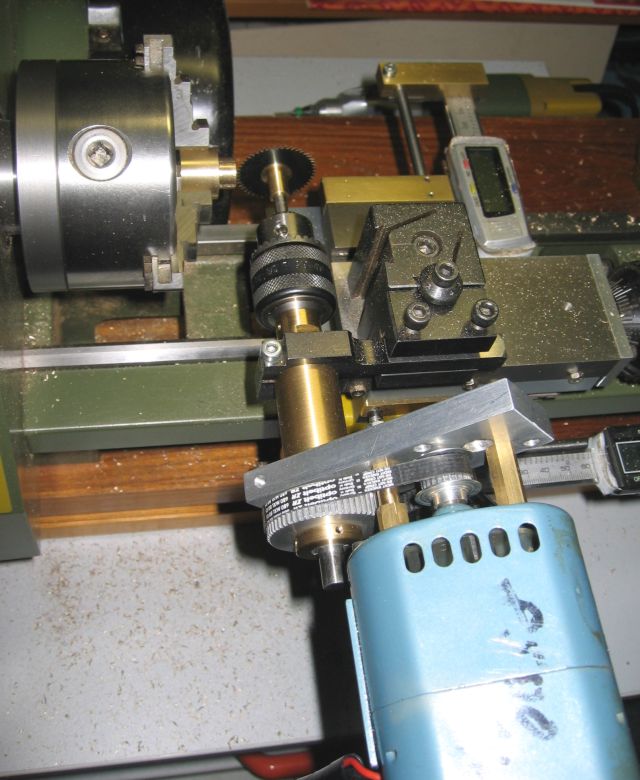
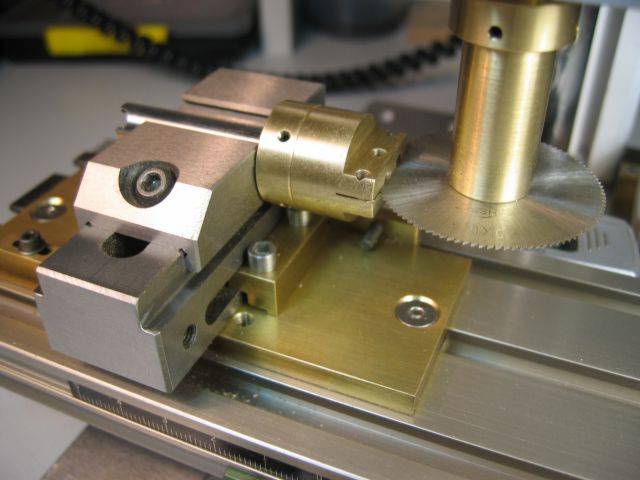
Da ich die Dreibackenfutter-Montierung für den kleinen Drehtisch
noch nicht fertig habe wurden alle Fräsarbeiten wie früher auf der
Drehbank ausgeführt, mit Spindelklemmung und Teilscheibe geht das ja
auch sehr gut.
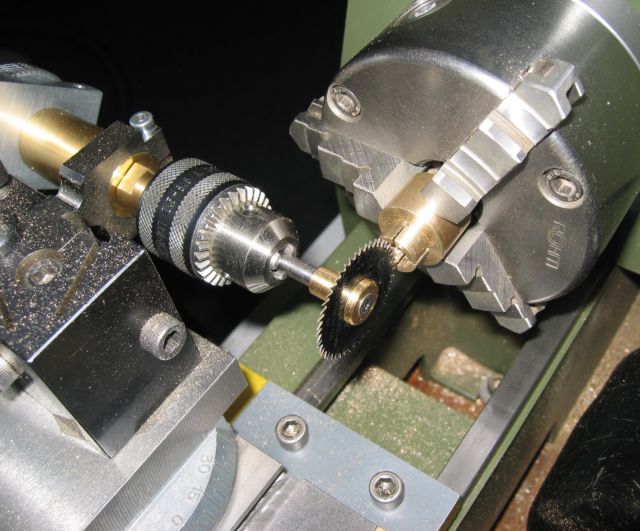
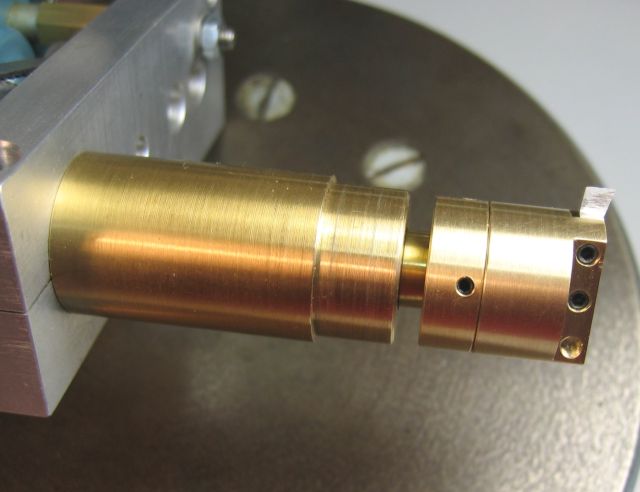
Das sind die Teile für eine Sägeblattaufnahme und meinen neuen Schlagzahnfräser.


Die Säge habe ich schon getestet, da kommt Freude auf, gerader,
nicht verlaufender Schnitt, absolut keine Vibrationen. Bei solchen
Dingen genügt oft schon der erste Eindruck der Geräuschentwicklung, das
weiß ich gleich, das funzt.
Der Schaft ist mit Absicht 34mm lang ausgeführt damit man später
auch mal seitlich am Werkstück tiefer anfahren kann, mit dem
Schaftdurchmesser 15mm ist das kein Problem.
Die montierte Säge ist eine vom Typ 40x10x0.4mm.
Den Schlagzahn habe ich hier nur mal probehalber montiert, denn
einen Drehling aus ner 4x4mm HSS Stange herauszuschneiden und
anzuschleifen...dat geht heute Nacht nun leider nicht mehr.....die
armen Nachbarn......da ist jetzt nur ein Imitat aus nem Messingstück
drin.
Der läuft jedenfalls schon prima rund und hier im Leerlauf macht
der auch bei 4tausend Umdrehungen keine Vibrationen. Der Grundkörper
hat die Maße 19.5mm Durchmesser mal 21mm Baulänge und eine Nute 4x4mm
für handelsübliche HSS Rohlinge.
Ich habe jedenfalls ein gutes Gefühl, der wird schon prima arbeiten.
Jetzt steht noch ein Miniatur Ausdrehkopf auf dem Programm, sollte
sich die hier gezeigte Spindelaufnahme bezüglich der Steife bewähren
kann ich jetzt darüber auch mal ernsthaft nachdenken, mit PROXXON 3.2mm
und oder Bohrfutter wäre das reiner Unsinn gewesen.
So, heute Vormittag waren „milde“ Schleifgeräusche in der Wohnung
wieder zulässig und ich habe endlich noch den Stichel für den
Schlagzahnfräser zugerichtet.
Aus dem 4x4mm HSS Rohling wird das sehr schnell ein recht winziges
Teil, den hier habe ich noch so „aus der Hand“ auf der Auflage am
Schleifbock hinbekommen, wenn man das öfter macht wird eine kleine
Aufnahme als Handhabe aus einem 10er Vierkantstab o.Ä. nützlich sein
denn gleich im Werkzeughalter wie z.B. bei den kleinen runden Drehlingen
geht das ja hier nicht.

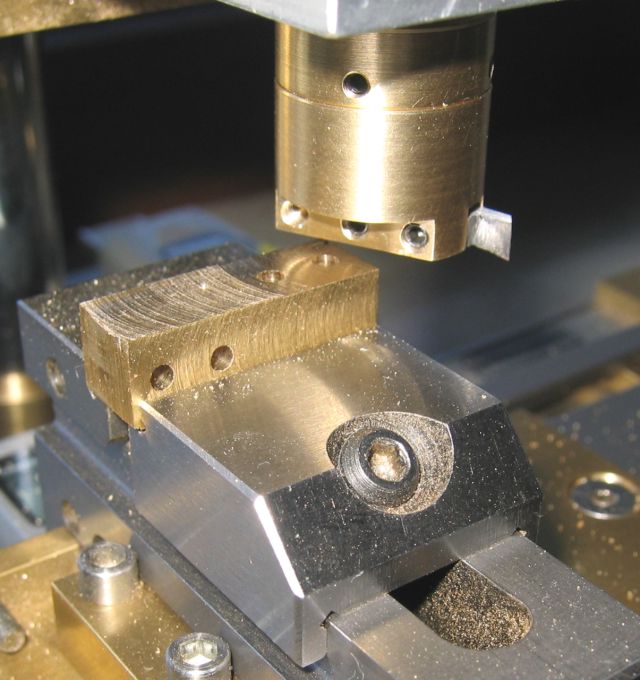
Hinterher werden alle Flächen noch sauber auf dem Diamantschärfblock mit Wasser abgezogen.
Funktioniert prima, sehr ruhiger Lauf, Zustellung hier nur mal 0.3mm, reicht doch.
Den Stichel hatte ich zuerst mit zuviel Spanwinkel (ca. +5grd)
geschliffen, siehe die vordere, riefige Fräsfläche. Umgeschliffen auf
fast 0grad wird die Fläche auf Messing dann schön glatt.
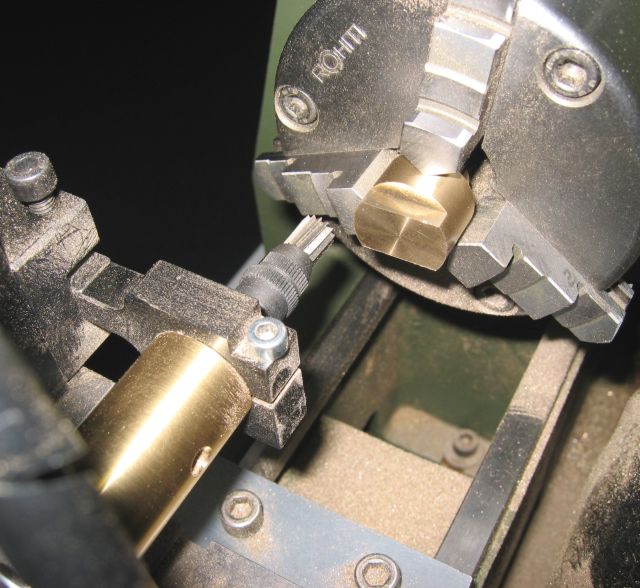
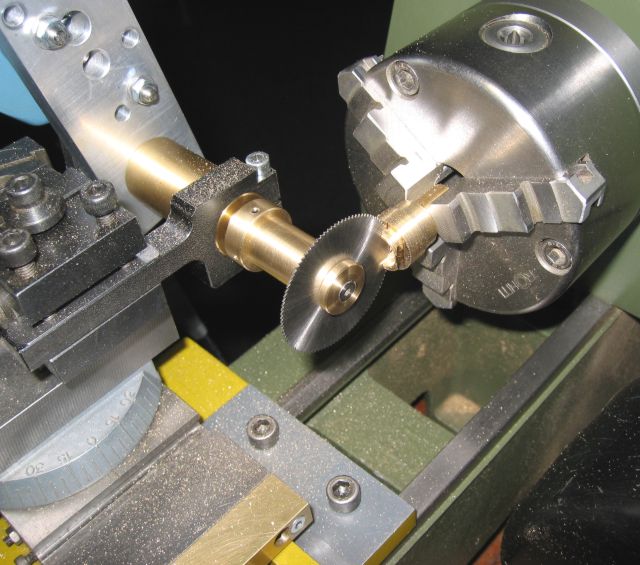
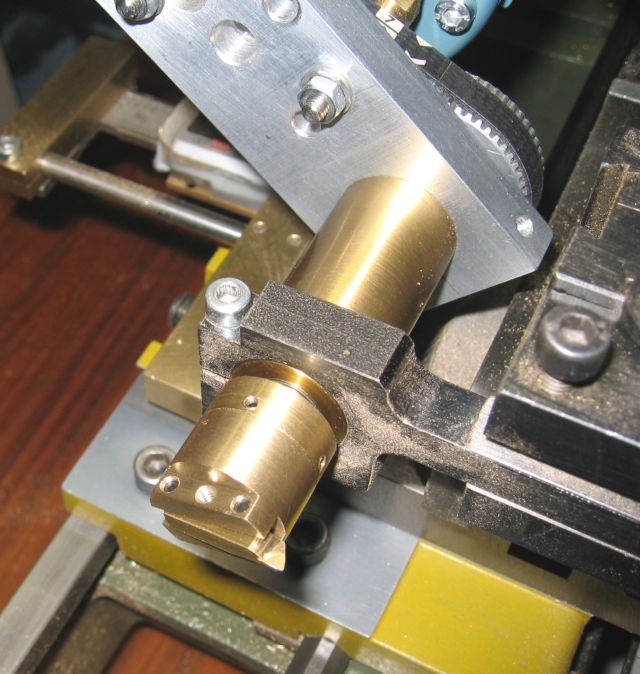
Hier noch ein Bild der Säge in den Dimensionen zur ganzen Maschine.

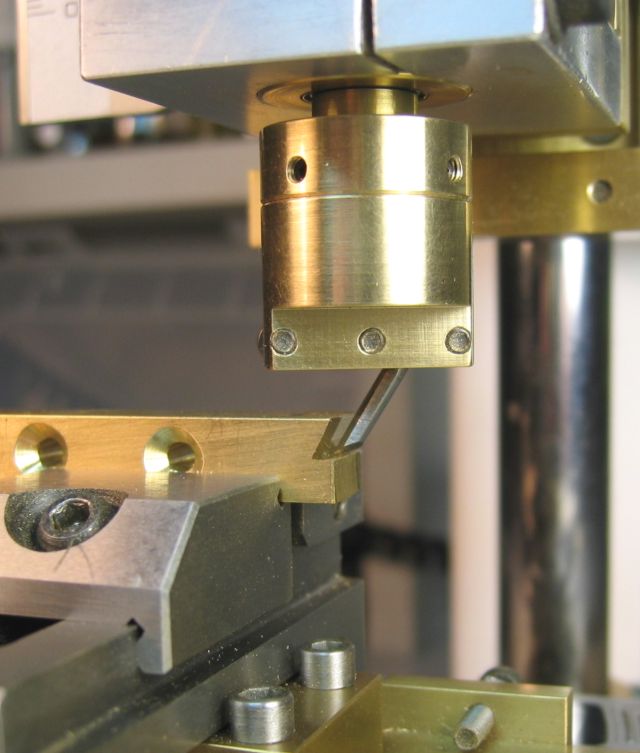
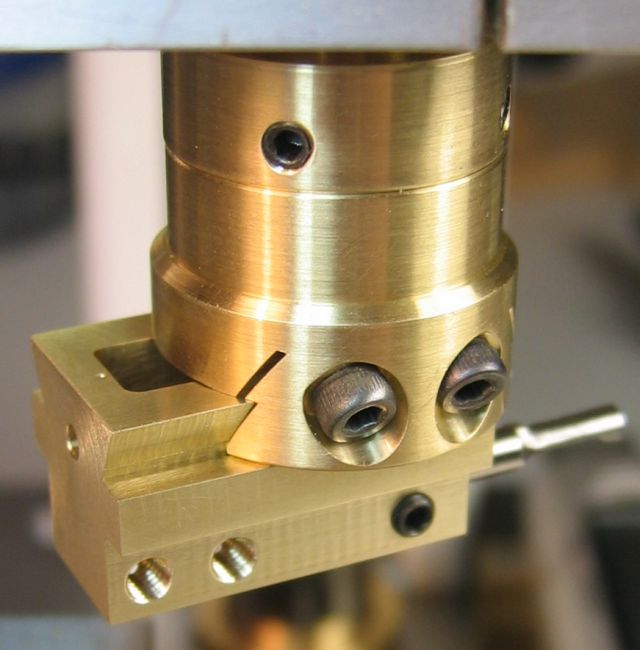
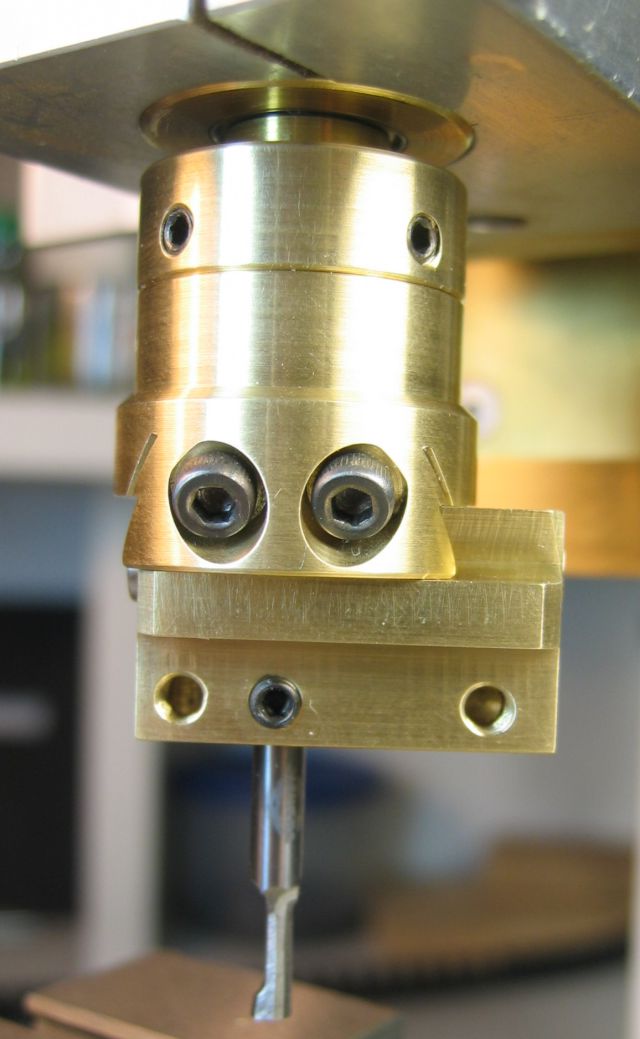
Hatte gestern ganz vergessen den Spindelkopf abzulichten, so sieht der Wellenstumpf am unteren Lager aus.

Die ganze Angelegenheit baut sehr kompakt und mit den vier
Stiftschrauben geht der Auf- und Abbau recht zügig, auch nicht viel
langsamer als eine Spannzange zu bedienen. Man muss sich nur angewöhnen
die vier Schrauben einigermaßen gleichmäßig über Kreuz anzuziehen und
vor Inbetriebnahme besser noch mal den Sitz dieser Schrauben zu
kontrollieren, dann klappt das schon. Ich habe auf den Grundkörpern den
Sitz der Schraubenspitzen leicht eingesenkt, da nur ganz leichtes Lösen
der Schrauben für die Wechselei ausreicht bleiben die Druckringe so
immer fest an ihrer zugedachten Stelle.
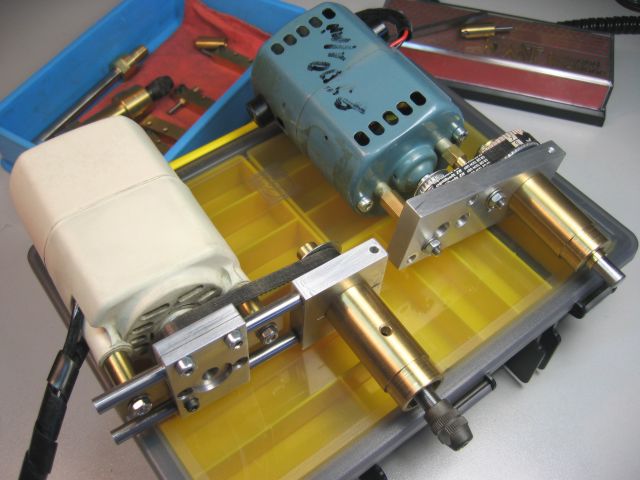
Hier noch einmal die beiden Spindeln im Vergleich.
Weiter geht es an der Mini-Werkzeugfront.
Um einen funktionierenden Kleinst-Ausdrehkopf zu bauen gibt’s
verschiedene Möglichkeiten, nach einigen Studien der größeren Brüder
habe ich mir meine Version so überall ein wenig zusammengetragen.
Bedingt durch die kleinen Abmaße und die von mir gewünschte,
kompakt-kurze Bauform habe ich mich dann doch zu einer
Schwalbenschwanzführung zwischen Grundkörper und dem verstellbaren
Werkzeugträger entschieden, alle anderen Möglichkeiten gerieten mir am
CAD einfach immer zu lang oder bestanden aus zu vielen, dann ja auch
schnell immer kleiner werdenden Einzelteilen.
Bloß einen Schwalbenschwanzfräser welcher in meine kleine Maschine
passt habe ich nicht und am Markt finde ich auch nix so Lüttes.
Also baue ich zuerst mal so einen Fräser, den kann man bestimmt später auch noch brauchen.
Da ich mit dem Teil keinen Fräswettbewerb bestreiten will sollte es
ein Einzahnfräser auf Basis der bewährten 3.2mm VHM Stifte wohl tun.
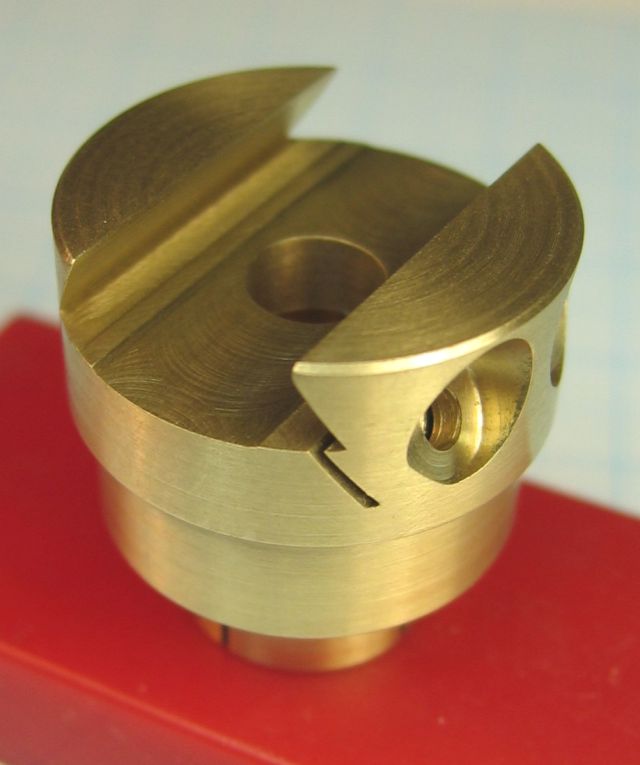
Zuerst wieder einen Grundkörper gefertigt, hier macht das Sägen mit der neuen Aufnahme schon richtig Spaß.
In den Körper zwei Bohrungen, eine unter 90grd für spätere
Verwendung als Schlagzahn mit geringer Fräsbreite, eine unter 30grd für
die Schwalbe.

Zeichnerisch ermittelt kann man den außermittigen Sitz so
bestimmen, dass der rotierende Stift dann die gewünschte Fräskontur
erzeugt, ich benötige eine Mindestarbeitstiefe von 4mm und der
Basisflugkreis darf nicht größer als 9mm werden, sonst passt der später
nicht in die Nute des Werkzeugkörpers.

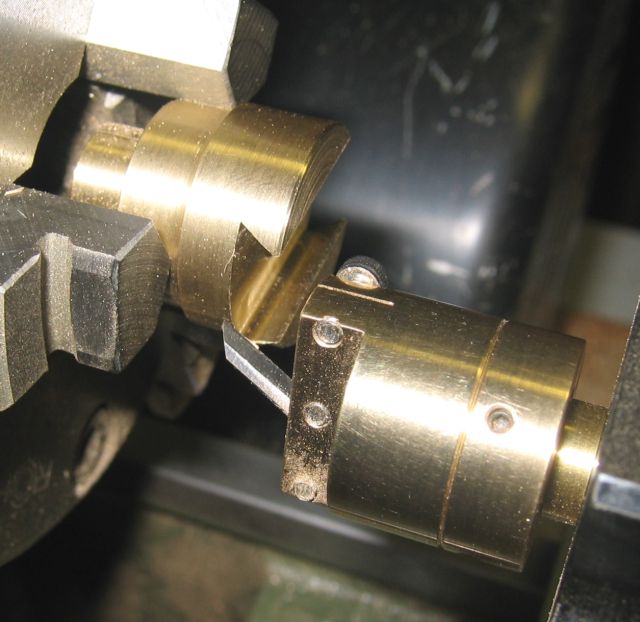
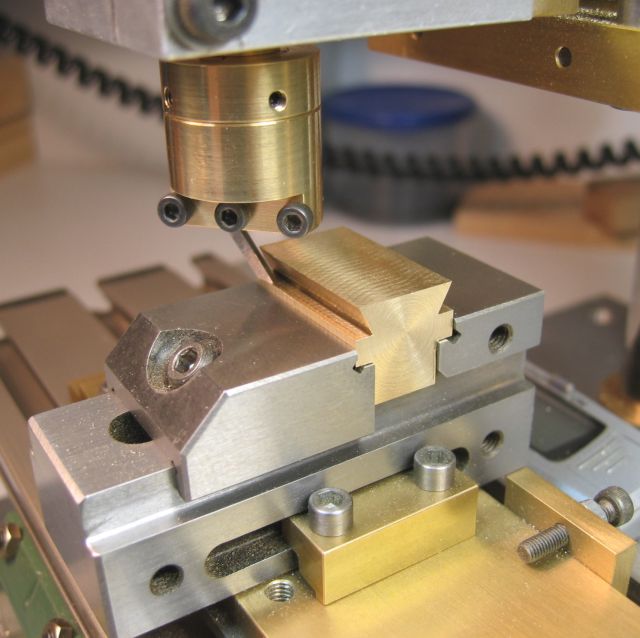
Große Spannung ob das wohl funktionieren wird
Oh Wunder, nach ein klein wenig Feintuning der ganzen
Werkzeugwinkel fräst der sehr schön seine Bahnen. Das mag ja etwas
abenteuerlich aussehen, aber um die Kontur aus einem senkrechten Rohling
zu schleifen hätte der min. einen Durchmesser von 6 bis 7mm haben
müssen, da schleife ich mit Hausmitteln zu viel dran rum und ein Fehler
in der geraden Schneidenlinie und das Teil wäre unrettbar hin.
Letztendlich kommt es ja nur darauf an das die Schneide mit den
richtigen Winkeln an der richtigen Stelle im Raum rotiert.

Durch die kurze Einspannung ist das auch stabil. Man darf natürlich
nicht erwarten mit so einem Werkzeug nach einem Messerwechsel den
gleichen Schwalbenschwanz je wieder zu fräsen. Auf einige Zehntel Grad
passt das nie mehr, die beiden zusammengehörigen Bauteile müssen direkt
nacheinander gefertigt werden.
Den Ausdrehkopf habe noch nicht fertig, der Entwurf ist aber schon mal durchgezeichnet.
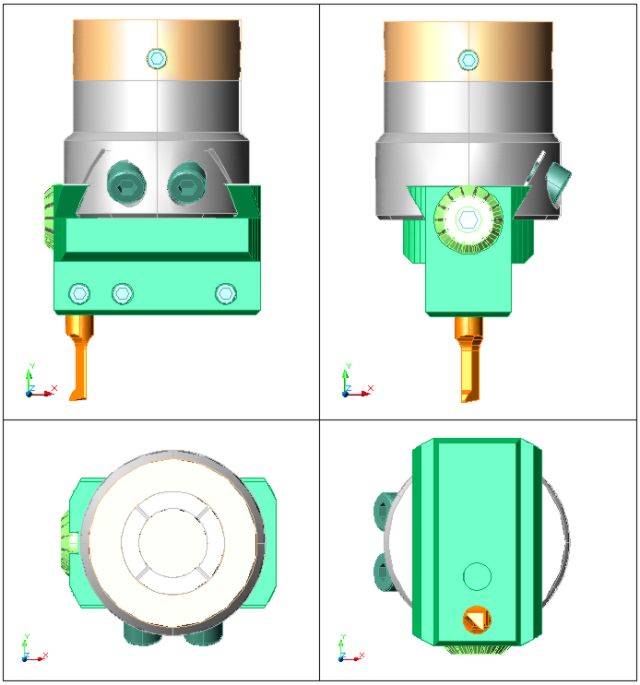
Die Eckdaten sind: größter Durchmesser Grundkörper 22mm, Länge
Werkzeugträger 24mm, ganze Höhe 34mm, die Spindel werde ich mit einem
M4x0.35er Gewinde bauen. Der Verstellweg wird +/- 5mm betragen, mit den
beiden möglichen Aufnahmebohrungen ergibt das einen Arbeitsbereich von
theoretisch 0 bis max 30mm.
Die kompakte Bauhöhe konnte ich durch das Einschieben der
Spindelmutter als Drehteil von oben durch die Frässpindelbohrung
realisieren. So wird das dann auch erst überhaupt montierbar, sonst
kommt man nicht in die Schwalbe rein. Wenn nötig kann ich das Drehteil
später noch mit einer seitlichen Stiftschraube sichern, wird aber
wahrscheinlich schon so am Platz bleiben, wo soll es hin wandern
können? Das ist ja auch nur bedingt eine Bewegungsspindel, im Betrieb
muss die Führung eh immer geklemmt sein.
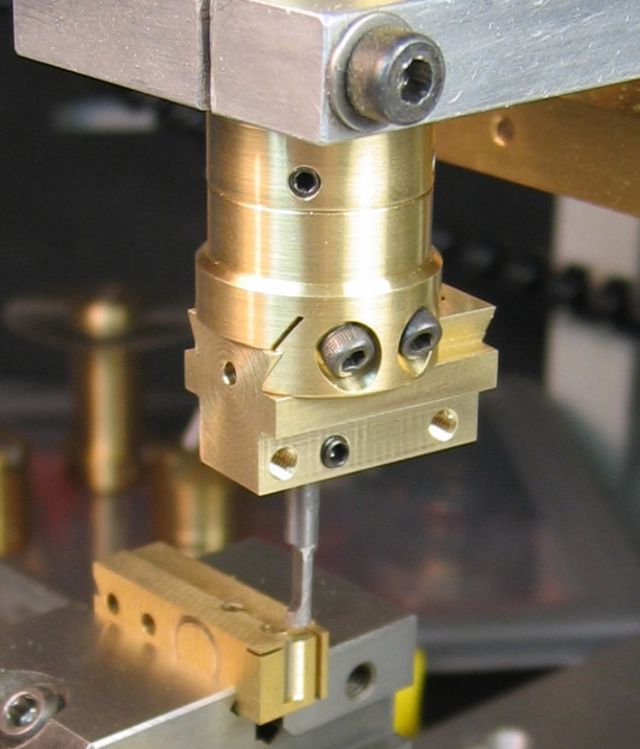
Bisher hat sich der kleine 30grd Einzahn recht wacker geschlagen bzw hat er wacker das Messing geschlagen....
Dieser Abschnitt wurde auch wieder auf der Drehmaschine mit
geklemmter Hauptspindel gefräst, die ist eben einfach stabiler als der
Micro-Zerstäuber und da die frässpindelseitige Bearbeitung des Bauteils
schon vorher gemacht ist wollte ich da kein Risiko eingehen und nachher
wieder von Vorne anfangen müssen.
Außerdem ist für die weiteren Bearbeitungsschritte, Schlitzsägen und
Gewindelöcher mit Flachsenkung, eine Drehung des Bauteils um 90grd sowie
eine gedrehte Zustellachse um 30 bzw. 60grd nötig.
Der Drehtisch hat noch immer kein Futter und die Frässpindel kann
ich nicht schwenken, eine hochschwenkbare Schraubstockmontierung habe
ich auch noch nicht usw.
Auf der Drehmaschine geht das aber mit dem Support zu machen, nun ja, so eben gerade.
In meinem Stahl-Schnellwechsler kann ich die Frässpindeln
kontrolliert so eben +/- 5mm in der Senkrechten verstellen, mehr geht
nicht. Das reichte hier so gerade aus.
Das Bild ist schnell noch nachgestellt, hatte im Eifer des Gefechts das Knipsen vergessen.....
Hier erlebt man wieder wie schnell eine Maschine zu klein wird, z.B.
eine Angabe der Spitzenweite taugt gerade mal zur Beurteilung welche
Länge man so dumpf mit dem Support abfahren kann. Auch wird die
Spitzenhöhe bei so einer PD360 schnell zu klein, nicht wegen des hier
benötigten Drehdurchmessers, sondern weil dadurch der Support in seiner
ganzen Bauhöhe so kompakt gebaut wird, daß ein Verschwenken des
Obersupports um 60grd nur mit erheblichen Weg- und
Zustelleinschränkungen möglich ist.
Die Spindeln liegen einfach im
Höhenabstand zu eng beieinander, irgendwann kommen Supportteile mit den
darunter liegenden Handrädern in Konflikt. Auch ein gewichtiger Grund
warum man lieber die Maschine eine Nummer größer erwerben sollte,
jedenfalls wenn man damit nicht nur mal ne Welle lang abdrehen will.
Aber es hat ja noch mal juuht jejangen....wie der Öcher so sacht, das erste Teil scheint jedenfalls gelungen.

Ein Stück Messing von der 15x15mm Stange wurde zuerst mit dem neuen
Schlagzahn auf 14.8x14.0mm allseitig geplant und auf der Unterseite die
beiden Stufen angefräst.
Dann ab auf den Micro-Zerstäuber.....der hatte jetzt keine Ausreden
mehr....die Drehmaschine taugt mit nur einem Dreibackenfutter nun wenig
um das Teil zu spannen.
Hat sich aber gut gehalten, ok, zum Ende, dann wenn der Fräser auf
ganzer Höhe arbeiten muss gehen nur noch 0.2mm Zustellung wobei ich die
Spindel mit 4000 U/min laufen lassen kann ohne arge Vibrationen zu
bekommen.
Da man in der Regel ja mit so einem Schwalbenschwanzfräser
aber nur an Kanten oder in vorher ausgefrästen Taschen arbeitet, kommt
der Fall dass der Fräser auf ganzer Höhe trägt ja nur auf den letzten
so 0.5mm vor und da braucht es dann zur Passungsfindung eh nur noch
winzige Zustellungen. Das ist also eigentlich für mich kein Manko.

Jedenfalls bin ich selber erstaunt wie gut das zusammenpasst, die
Teile sind hier nur mit 1000er Papier auf einer Glasscheibe ganz leicht
fast ohne Druck abgezogen und einmal einwenig mit Oer Stahlwolle
abgerieben. Die Führungsflächen selber haben gar keine weitere
Bearbeitung gesehen.
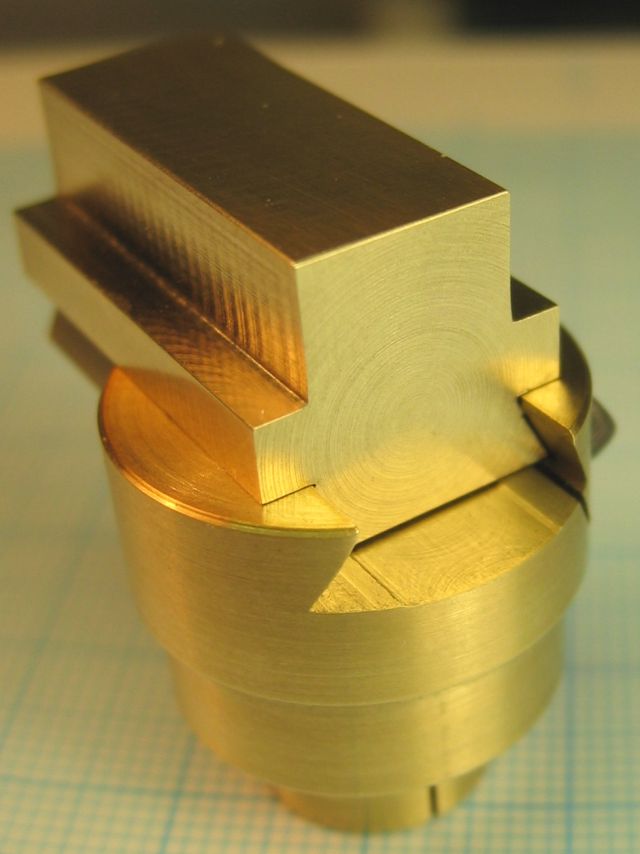
Das lässt sich leicht gleichmäßig durchschieben, wenn die M2.5er
Schrauben nur wenig angezogen werden sitzt der Balken gleich
bombenfest.
Die bisherige Basis ermutigt jedenfalls anzunehmen das aus den
Teilen mal ein funktionstüchtiges Werkzeug wachsen kann. Einwenig
aufpeppeln wird ichs aber noch müssen.....ha ha ha.
Fertig ist der Mini-Ausdrehkopf noch nicht, aber fast...
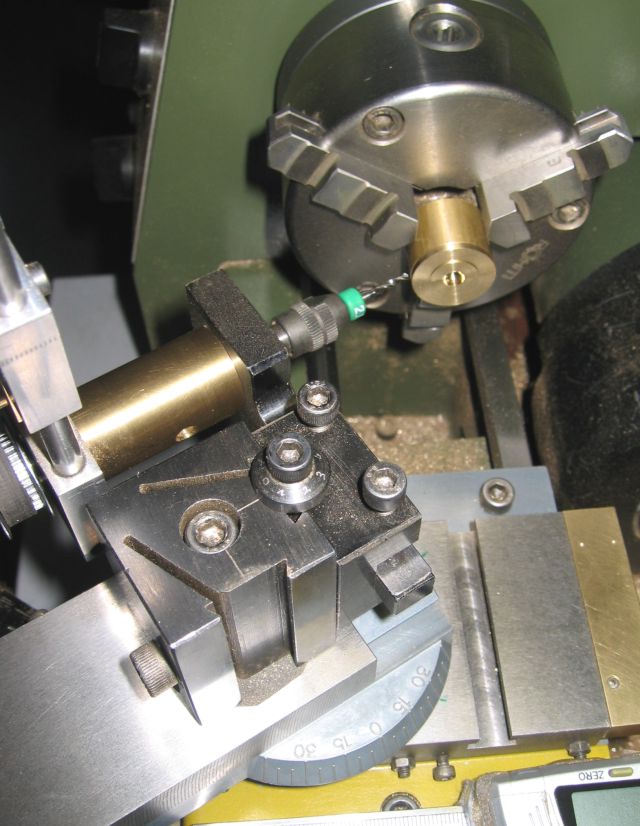
Ich habe die Dinge ein wenig komplettiert und zuerst noch die Spindeltasche und die Werkzeugaufnahmen eingearbeitet.
Die Stellspindel wird jetzt
beidseitig gelagert, dafür habe ich aber heute erst die beiden
Pilotbohrungen eingebracht. Aufbohrungen und Flachsenkungen kommen noch
wenn ich die Spindel und den Mutter-Bolzen hergestellt habe.
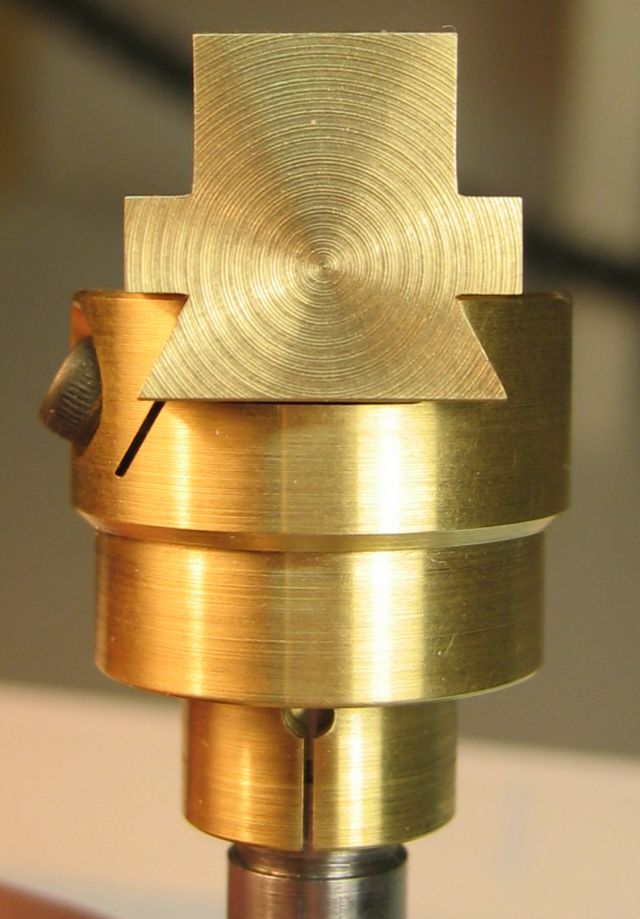
Jetzt sieht das Teil aber schon mal wie ein Ausdrehkopf aus

Und von Neugier getrieben musste der auch gleich ein paar
Probespäne machen, will doch wissen ob die Maschine damit überhaupt
umgehen kann
Und sie kanns, das Eintauchen im Schlagzahnverfahren funktioniert klaglos und das Fräsbild ist einwandfrei.
Dann sollte das auch in einer Bohrung klappen, was ich aber erst nach endgültiger Fertigstellung ausprobieren werde.
Die mehr optische Endbearbeitung wie Längskanten fasen und den
Außendurchmesser des Werkzeugbalkens an den Stirnseiten leicht rund
andrehen, mache ich auch erst ganz zuletzt, im Augenblick brauche ich
noch alle Bezugsflächen möglichst groß und plan um die Spindel
einzupassen.
Stimmt schon, wenn man die Stunden rechnen müsste welche so was
verschlingt....kann keiner bezahlen. Aber das ist das Wunderbare am
Hobby, kein Kostenmensch weit und breit in meiner Bastelbude.....ha ha
ha..... die lass ich gerne in der Firma zurück!
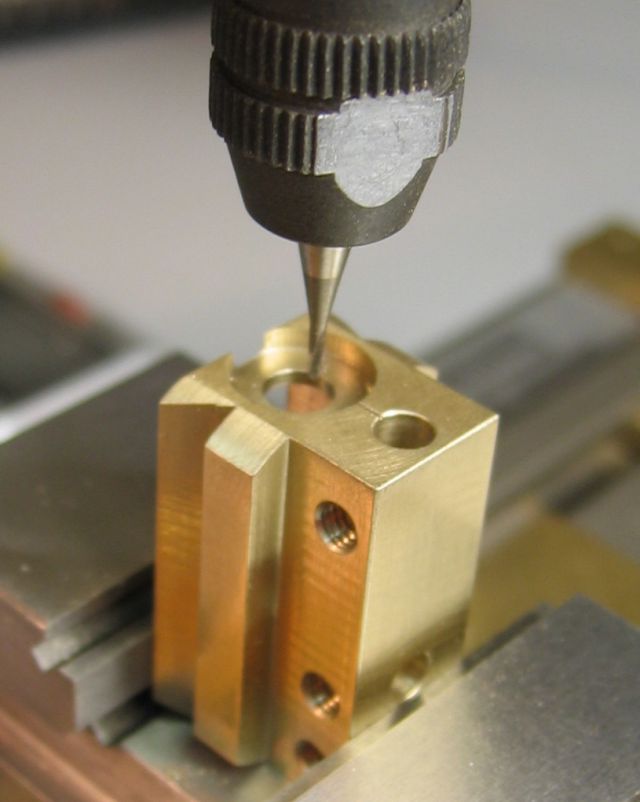
Heute war noch die Verstellspindel dran, zuerst hier noch ein Bild vom Rumfräsen am Werkzeugträger
Und hier wird noch der Skalenstrich auf die Stirnseite eingebracht.
Ein VHM Gravierstichel, so wie den die Platinenleute gerne nehmen, eignet
sich dafür prima, damit habe ich auch die Skala auf der Spindelscheibe
eingefräst. Eine Säge wäre eigentlich besser, das gibt konturschärfere
Striche, aber dafür müsste man dann auch ein 0.2mm Kreissägeblatt
haben...
Alle Teile vor dem Zusammenbau

Der Schiebebalken ist schon ein recht komplexes Bauteil, dazu
braucht man für viele Arbeitsgänge die geeigneten und genau passenden
Werkzeuge, sonst kann man die Konstruktion kaum umsetzten.
Für die
beiden Flachsenkungen hatte ich die passenden Fräser, 8 und 5.5mm, die
Tasche für die Spindel habe ich mit einem 2mm VHM Fräser fertiggefräst
(vorgeschruppt mit 6mm auf der Dreh/Fräsmaschine), sonst werden die
Innenradien bei dem kleinen Teil zu groß.

Wenn man bei so einem Bauteil nicht genau nach seinen Skizzen und
immer möglichst maßhaltig arbeitet gerät das schnell ins Abseits. Da
häufiges Umspannen nötig ist, summieren sich sonst die Fehler. Und wenn
nicht alle Bezugsflächen korrekt stimmen, hat man schon Probleme z.B. die
Verstellspindel genau zentrisch unter die Frässpindel und auch genau
parallel zur Führung zu bekommen. Mit Probieren ist da nicht viel und
in der Spindeltasche ist es ausgesprochen dunkel.
Ich hab mir Mühe gegeben, oder wars auch Glück.......ha ha ha......
Die Skalenteilung ist jetzt 14 Striche entsprechend 0.025mm Weg/Strich auf einer 8mm Scheibe.

Den Antrieb habe ich mit einer 3mm Innensechskant Stiftschraube gelöst, welche ich in ein Gewinde eingeklebt habe.
Fertig montiert sieht der doch fast so aus wie seine großen Brüder aus der richtigen Maschinenwelt
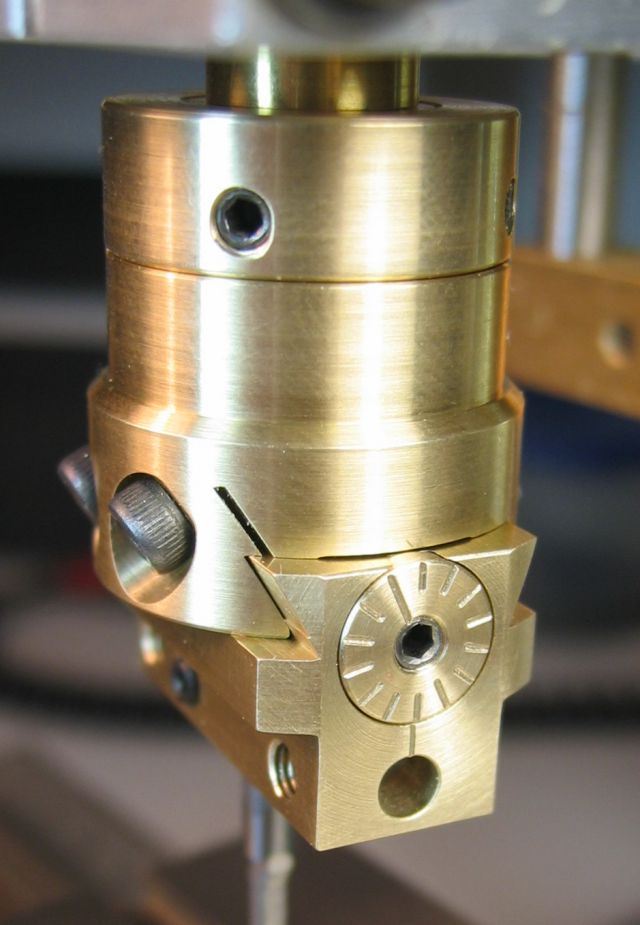
Das Gegenlager auf der dem Antrieb abgewandten Seite ist mit einer M2.5er Schraube gesichert, das
M4x0.35 Spindelgewinde ist dort auf 3mm abgesetzt und der Wellenstumpf
so auf Länge eingepasst bis nur noch ein kaum spürbares Axialspiel
bleibt.
Radial sitzt die Spindel in geriebenen 4 und 3mm Bohrungen. Das
Prinzip funktioniert gut, da wackelt nix, trotzdem fährt der
Schiebebalken schön leicht und gleichmäßig bis in beide Endstellungen.

Ehrlich gesagt hatte ich ein wenig Zweifel ob mir der Ausdrehkopf
auf Anhieb gelingen würde, aber es hat super gut geklappt und ich
brauchte kein Bauteil neu zu fertigen.
Nun muß ich den noch richtig testen, aber heute nicht mehr.
Präzision ist ja bei so einem Selbstbauteil eh ein interessanter
Aspekt, das ist doch sowieso ein Kompromiss von "Was kann ich überhaupt
fertigen (Maschinenpark, Kenntnisse, Fertigkeiten....)?" und "Was
soll/muss das Gerät dann können?"
Wichtig sind die Funktionen der beweglichen Teile, das MUSS passen.
Der Werkzeugschlitten sollte sich auf einem zur Raumachse der
Frässpindel senkrechten Vektor bewegen, sonst stimmen die Zustellwerte
nicht und der Z-Wert verändert sich mit der Zustellung.
Das ist z.B. gewährleistet wenn ich den Aufnahmekörper wie hier auf
der Drehmaschine in einer Aufspannung drehe und den Schwalbenschwanz
dort ausfräse.
Weniger wichtig und für mich und auch ohne Lehrenbohrwerk kaum
realisierbar ist das zu allen relevanten Achsen „absolut“ senkrechte
Einbringen der Bohrungen für die VHM-Stichel in den Werkzeugschlitten,
das ist eben einfach nur im Maschinenschraubstock gebohrt (OK, +/- ein
halbes Grad passt das schon). Das führt natürlich bei unterschiedlichen
Bohrstahllängen (und gleicher Wegeinstellung am Schlitten) zu anderen
Flugkreisdurchmessern. Das wäre aber nur eventuell für industrielle
Anwender mit den dicken Dingern interessant, wenn man mit
voreingestellten, kasettierten Drehstählen arbeiten wollte, was die
dann aber in der Regel auch gleich mit einem für den Arbeitsgang festen
Werkzeug machen.
Ich schleife meine Stähle eh selber und muss, wie die meisten
Nutzer eines solchen Kopfes, nach Werkzeugwechsel die Schneidengeometrie
ausrichten und dann den Arbeitsdurchmesser durch Probieren ausmessen.
Wenn das Alles passt, ist es natürlich einfacher damit umzugehen,
man stelle sich das mal Worst Case Mäßig vor, die Bohrungen der
Werkzeuge sitzen so dolle schief das ich mir beim Anschleifen immer
erst überlegen muss wie ich das kompensiere um die Schneidenwinkel dann
hinzubekommen....dann passt der Stichel in der ersten Aufnahmebohrung,
in der Anderen brauch ich nen anderen Anschliff usw.
Ansonsten will das Gerät schon ganz selber zylindrische Löcher
machen, die Werkzeugschneide bewegt sich eh immer auf einer zur
Frässpindel senkrechten Kreisbahn.
Die absolute und dabei einfache Bestimmung des Verstellweges über
die ganze Fahrlänge wäre natürlich wünschenswert, ist aber nur bedingt
nötig.
Ich halte das da wie der Burki weiter oben zum Drehen schrieb,
wenn ich von 12 auf 14 ausarbeiten will messe ich nicht bei 12.2 und
stelle dann 0.9mm zu und fertig iss...möchte mal sehen wer das kann!
Da wird zwei mal 0.35mm zugestellt, dann nachgemessen und dann der
Rest fein zugestellt bis das passt. Eine sehr gute Linearität der
Anzeige über lange Wege ist auch nicht zwingend. Was dann aber schon
passen sollte ist die Skalenanzeige für die letzten paar Hundertstel.
Genau dann komme ich mit Abschätzen wenig klar....oder eher schnell
zuuu weit.....oops...neu machen.
Also eine vernünftige Stellanzeige ist für meine Arbeitsweise
schon nötig, aber gezielt genau z.B. 6mm auf einen Schlag fahre ich damit
in der Praxis nicht.
Nachdem meine durch Schlaf regenerierten Augen wieder zu
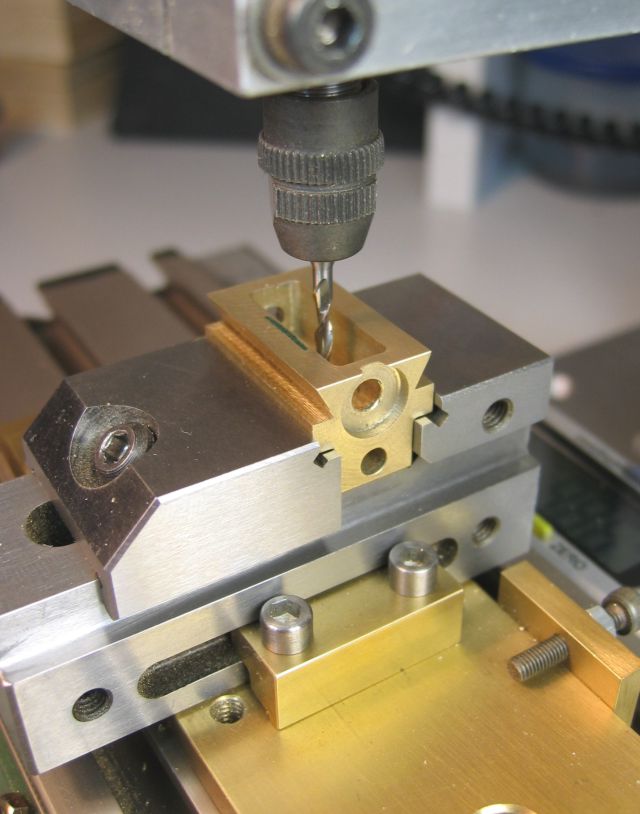
Feinarbeiten taugten habe ich gerade noch die ersten Versuche gemacht.
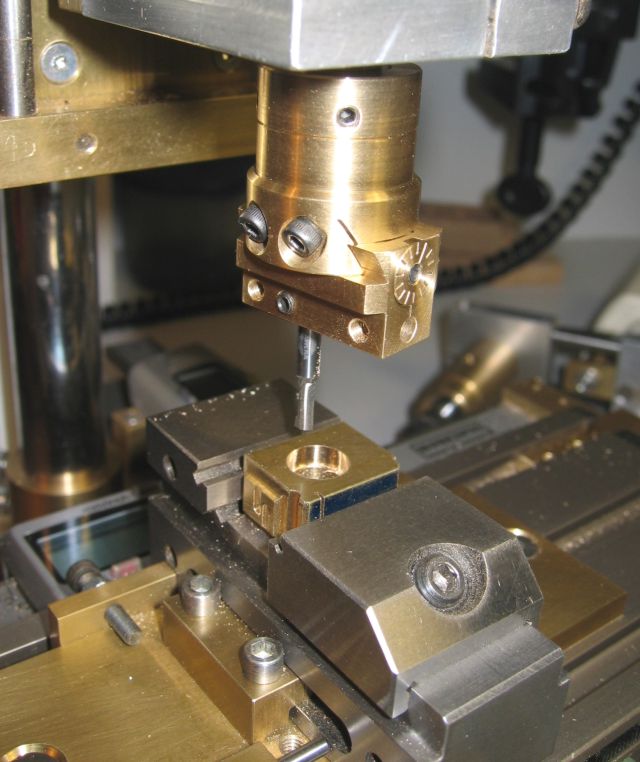
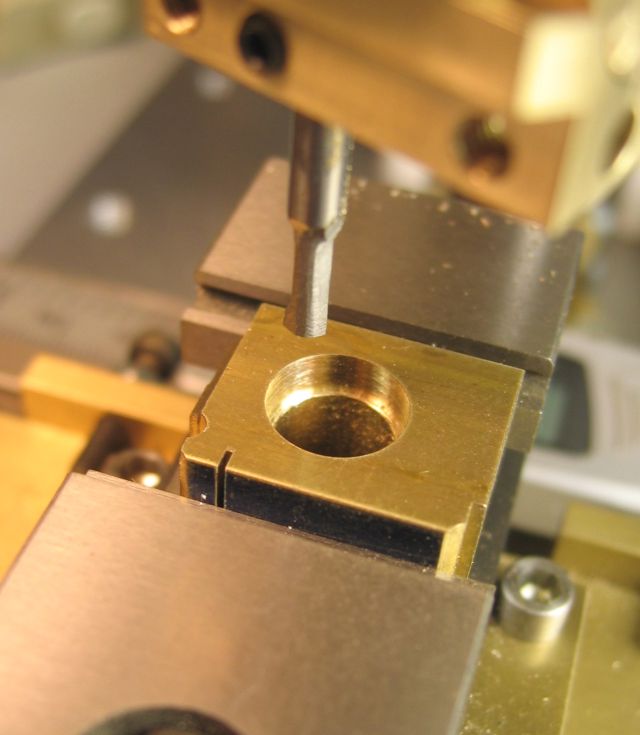
Messingrest mit einem 10mm Loch gefunden und eingespannt.

In drei Schritten auf 12mm aufgebohrt, das arbeitet schon prima.
Dabei ist der Bohrstahl eigentlich noch zu lang, ist ursprünglich ein
Innenausdreher vom Schaublinwechsler und für diese Aufgabe noch nicht
optimiert, also, schlechter kanns nicht werden, nur noch besser.
Nun wachsen natürlich schon wieder die Begehrlichkeiten.......ein
Vorgelege für noch niedrigere Drehzahlen mit mehr Power wäre schön
usw.......als hätte ich das nicht Alles vorher gewusst....ha ha ha.
Aber wie soll es einem denn da langweilig werden?!?
Viele Grüße von Eurem mal wieder verspindelten Achim
|
|
| |
